熱處理 / 防鬆螺絲 / 軸承熱縮接合 / 焊接 / 硬焊 / 表面處理 / 硬化 / 長晶 / 磊晶 / 退火 / 回火 / 鍛造 / 廢氣處理
大型鋸齒部硬化

- 目的:加熱大型鋸片齒部做硬化應用,目標為減少加熱時間
- 材料:鋸片齒部
- 溫度:1650 ºF (899 ºC)
- 頻率:134 kHz
- 設備:Ambrell EKOHEAT 30kW 50-150 kHz, 感應加熱系統配備遠端工作頭,內含8顆1.0 μF 電容。多樣性、兩圈螺旋狀感應線圈設計針對此特定應用。
- 測試:線圈經設計開發,能使熱不會集中於齒部的外緣凹處。工件被放置在線圈下方1/8” (3.2 mm)遠 處,使用30 kW EKOHEAT電源以[每4秒鐘5個齒部]的速率進行加熱。
結果/優勢:
- 速度:該客戶本就已經使用感應加熱進行硬化,但想藉由更大功率的電源系統來提升生產速率。(在首次使用Ambrell感應加熱系統前,客戶使用火炬做加熱)
- 精準性/再現性:火炬加熱非但無法達到感應加熱所具有的精準加熱特性、也無法做到相當的再現性。反之,感應加熱能用於實現高度的再現性。
- 效率:感應加熱相對於火炬加熱可使用較少的能源,也提供了立即性的開關切換加熱。
加熱鋼套管之熱熔接應用

- 目的:加熱鋼套管用於熱熔接應用
- 材料:不銹鋼(各種尺寸)
- 頻率:340 kHz
- 設備:Ambrell EASYHEATTM 4.2 kW, 150-400 kHz感應加熱電源配備遠端工作頭與針對此應用特別設計之線圈。
- 製程:使用客戶的樣線圈形式式尺寸,構建了一個單匝通道線圈來產生此鍵合應用所需的熱量。進行初始測試以確定最小的插管是否會耦合到 EASYHEAT 電源的頻率。 據觀察,它們很好地耦合到感應場並且容易加熱。對於每個尺寸的套管,傳遞到零件的功率都經過優化,以在套管和絕緣套之間形成結合,而不會使套管的鋼變色或導致絕緣套變得不透明。每種尺寸都以每 3.0 秒熱循環十個零件的速度成功粘合。
結果/優勢:
- 速度:感應加熱符合客戶時間要求。
- 再現性:客戶可預期在每一次使用感應加熱時用同樣的時間得到同樣的結果。這對於像這樣的醫療應用尤為重要。
- 占地面積:與其他加熱方法相比,感應佔地面積適中,工作頭可以遠離感應加熱系統放置。
- 安全性:感應加熱無明火的產生。
磁性鋼材熱縮接合
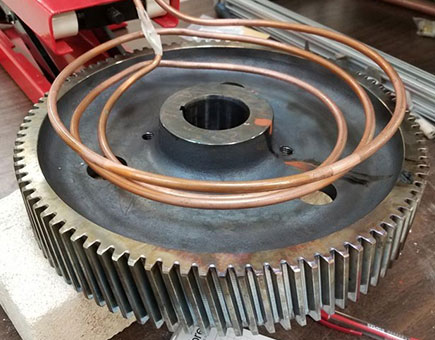
- 目的:加熱用於緊縮配合應用的帶磁性鋼齒輪; 客戶找尋替代需要兩個多小時才能達到目標溫度的烤箱加熱方式。
- 材料:具有磁性鋼材齒輪, 內徑: 55 mm, 外徑: 318 mm
- 溫度:288 °C
- 頻率:180 kHz
- 設備:Ambrell EASYHEATTM 2.4 kW, 150-400 kHz感應加熱電源配備遠端工作頭與針對此應用特別設計之線圈。
- 測試:以一組客製化、單方向且多圈的蚊香型線圈來產生緊縮配合所需的熱源。初步測試用來優化傳遞到工件的能量。然後將溫度指示塗料塗在零件上,當零件達到目標溫度時塗料就會溶解。據觀察,將樣品加熱到一定溫度需要 45 分鐘。線圈可以放置在齒輪下方,讓油燃燒掉而不會在線圈上凝結。
優勢:
- 速度:感應加熱讓客戶的加熱時間縮短了一半以上,相比於他們原有的烤箱加熱方式。
- 佔地面積:與烤箱相比,感應加熱在工廠車間需要的空間更少。
- 效率:感應加熱只針對需要加熱物件進行加熱,因此會比烤箱方式更有效率。
加熱銅配件進行軟焊

- 目的:加熱銅塊內部玻璃軸封之軟銲應用,依次加熱一側。這對客戶是全新的應用與製程。
- 材料:銅塊/玻璃軸封
- 溫度:183 ºC
- 頻率:294 kHz
- 設備:Ambrell EASYHEATTM 4.2 kW, 150-400 kHz 感應加熱電源配備遠端工作頭與針對此軟焊應用特別設計之單方向多圈分裂螺旋線圈線圈。
- 測試:將溫度指示塗料塗在零件上,當零件達到目標溫度時塗料就會溶解。 據觀察,部件在 40 秒內達到 183 ºC)。 加熱速度和加熱後產品皆達到了客戶的目標。
優勢:
- 速度:加熱速度符合客戶軟焊應用之目標。
- 精準度/再現性:感應加熱為一種高度可重複的過程,因此客戶每次都可以獲得相同的結果,不須依賴於操作員的技能。
- 占地面積:Ambrell EASYHEAT 需要很少的佔地面積,因此很容易導入客戶的新製程中。